珀琥板業服務熱線
0710-3386399
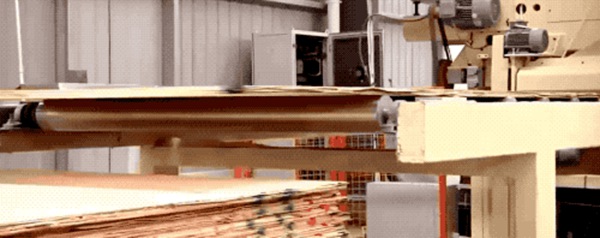
成片大膠合板
薄層木材
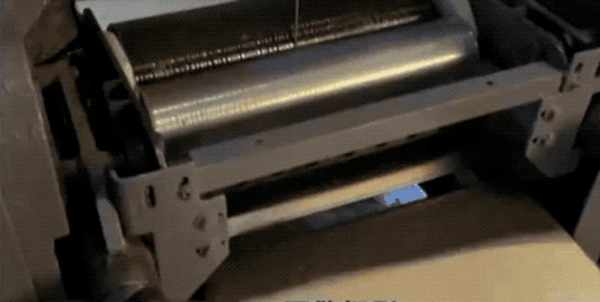
膠合板的木材是由很多薄片組合而成。和牙簽制造中用旋切機削薄的方式是一樣的,膠合板的薄片也是由一截樹干硬生生被像削蘋果皮似的削成薄片長方體,這就非常節省木材了......
等木頭放涼后就會變硬,所以得趁熱削成薄板,方法就是讓木頭一直轉,有個刀刃沿著一定的角度往木頭中心走。
這么一段木頭能削出 3 毫米厚,15 ~ 20 米長的薄板子來。

切片涂膠

鋪板環節

通過疊加很多個舊滑板,粘合后縱向切割,去掉邊角料后就可以取巧地得到幾個新的滑板,而切割的寬度就變成了新滑板的厚度。

熱壓定型

修板環節
查找表面瑕疵修正板子,也算一道人工初檢次品的環節。有的膠合板為了美觀,頂層和底層那兩片表板用的是最好的,中間的芯板們反正都被遮蓋住了......倒不是說制造商黑心啊,因為價格和用處本身就不一樣,也明碼標價,這種很多就是用來隔斷的所以要好看。倒是那種四個邊框貼木紋的,大學時期特別喜歡逛五金超市和建材市場的我曾經被成功迷惑成實木的......

打磨砂光
鋸邊定型
最后把膠合過程中多余的邊邊角角鋸切掉,統一膠合板的尺寸,就好送去質檢啦~

小組件膠合板






等等!Cast 還有話說
用低質量的薄層木片膠合出高強度的成品木板,本來只是成塊實木板子不常見才采用的取巧辦法,結果由于這法子實在太好用了,不管是古埃及還是古代中國,就這么用了幾千年......贊嘆智慧 ing。
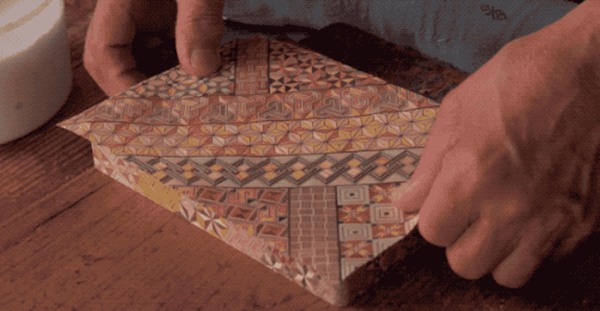
最后附送一個“木材表面紋理偽裝術”,適合全家一起看,親測有效!
經過這么多的組合和制作后,把這張紋樣黏在木盒表面......成本又能下來,接縫處的拼接感也在,誰成想一個木盒子就這么......簡直是超高明的偽裝術了!
上一篇:沒有了
珀琥板業竭誠為您服務,歡迎新老客戶來電咨詢!
聯系我們
Copyright © 2006-2023 谷城縣珀琥板業有限公司 版權所有 備案號:鄂ICP備2020019635號-1
地址:湖北省襄陽市谷城縣廟灘鎮高臺鋪村 本站由:襄陽拓強網絡 建設
